
Telescop.by
Минск пр-т Победителей, д. 129, оф. 381
Режим работы
пн-пт с 9:00 до 18:00, сб и вс — по договоренности
Дополнительная информация
Вход в офисные помещения с парапета. Далее второй этаж и вы упираетесь в нашу дверь.
пн-пт с 9:00 до 18:00, сб и вс — по договоренности
Дополнительная информация
Вход в офисные помещения с парапета. Далее второй этаж и вы упираетесь в нашу дверь.

Электроды УОНИ-13/55 ф 4,0мм уп. 5,5 кг Судиславский завод (СЗСМ)
55.66р.
Электроды УОНИ-13/55 ф 4,0мм уп. 5,5 кг Судиславский завод (СЗСМ)
Нашли дешевле?
Описание
Тип электрода: плавящийся,
Типы свариваемых материалов: углеродистая и низколегированная сталь,
Принадлежность к сварке: ручная дуговая MMА,
Диаметр электродов, мм: 4,
Покрытие электрода: основное,
Форма электрода: круглая,
Ток: переменный АС, постоянный DC,
Полярность: обратная,
Количество в упаковке, кг: 5,5,
Соответствие стандартам: ГОСТ 9466-75,ГОСТ 9467-75,ТУ 1272-001-50133500-2015ISO 2560 E 51 5 B20AWS A5.1 E7015,
Транспортная упаковка, кг: 22( 4 пачки электродов),
Электрод для углеродистой стали 4 мм СЗСМ УОНИ-13/55 5,5 кг (1300068019884) для сварки ответственных конструкций из углеродистых и низколегированных сталей, в том числе работающих при знакопеременных нагрузках и отрицательных температурах. Сварку производят только на короткой длине дуги по очищенным кромкам. Прокалка перед сваркой: 300±10°C 1 час. Коэффициент наплавки 9,5 г/Ач. Расход электродов на 1 кг наплавленного металла 1,5 кг.
Типы свариваемых материалов: углеродистая и низколегированная сталь,
Принадлежность к сварке: ручная дуговая MMА,
Диаметр электродов, мм: 4,
Покрытие электрода: основное,
Форма электрода: круглая,
Ток: переменный АС, постоянный DC,
Полярность: обратная,
Количество в упаковке, кг: 5,5,
Соответствие стандартам: ГОСТ 9466-75,ГОСТ 9467-75,ТУ 1272-001-50133500-2015ISO 2560 E 51 5 B20AWS A5.1 E7015,
Транспортная упаковка, кг: 22( 4 пачки электродов),
Электрод для углеродистой стали 4 мм СЗСМ УОНИ-13/55 5,5 кг (1300068019884) для сварки ответственных конструкций из углеродистых и низколегированных сталей, в том числе работающих при знакопеременных нагрузках и отрицательных температурах. Сварку производят только на короткой длине дуги по очищенным кромкам. Прокалка перед сваркой: 300±10°C 1 час. Коэффициент наплавки 9,5 г/Ач. Расход электродов на 1 кг наплавленного металла 1,5 кг.
Отзывы 0
-
Нет отзывов о данном товаре.
Вопросы и ответы 0
-
Еще не было вопросов
Вы смотрели
![Ящик для хранения с лотком, 8 л., Bergen, 305х215х184 мм., натуральный, PLAST TEAM]()
 На складе
Код товара: PT658611999 Ящик для хранения с лотком, 8 л., Bergen, 305х215х184 мм., натуральный, PLAST TEAM
На складе
Код товара: PT658611999 Ящик для хранения с лотком, 8 л., Bergen, 305х215х184 мм., натуральный, PLAST TEAM
 В наличии
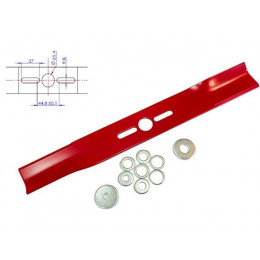
Код товара: UBS-20-508 Нож для газонокосилки 50,8 см прям. универсальный RIPARTS
В наличии
Код товара: UBS-20-508 Нож для газонокосилки 50,8 см прям. универсальный RIPARTS
 На складе
Код товара: 61249011 Насадка косильная для OLEO-MAC MULTIMATE (головка Tap & Go ф109мм, леска 2,0мм) (61249011)
На складе
Код товара: 61249011 Насадка косильная для OLEO-MAC MULTIMATE (головка Tap & Go ф109мм, леска 2,0мм) (61249011)
![Лопата снегоуборочная пластмассовая "Метель" (440х410х32мм) ал. планка, алюминеевый черенок]() На складе
Код товара: 4812561022201 Лопата снегоуборочная пластмассовая "Метель" (440х410х32мм) ал. планка, алюминеевый черенок
На складе
Код товара: 4812561022201 Лопата снегоуборочная пластмассовая "Метель" (440х410х32мм) ал. планка, алюминеевый черенок
24.58р.
Нет в наличии
В наличии
Код товара: UBS-20-508 Нож для газонокосилки 50,8 см прям. универсальный RIPARTS
43.15р.
На складе
Код товара: 61249011 Насадка косильная для OLEO-MAC MULTIMATE (головка Tap & Go ф109мм, леска 2,0мм) (61249011)
381.26р.
17.00р.